

- Images
DoubleHard's sawmill blade material is manufactured from "high-alloy" steel and is designed for portable and industrial sawmills. With induction hardened teeth, DoubleHard sawmill blades deliver twice the toughness and twice the sharp life compared to standard carbon sawmill blades.
DoubleHARD Bandsaw Blades
DoubleHard's sawmill blade material is manufactured from "high-alloy" steel and is designed for portable and industrial sawmills. With induction hardened teeth, DoubleHard sawmill blades deliver twice the toughness and twice the sharp life compared to standard carbon sawmill blades.
The DoubleHARD sawmill blade has been Wood-Mizer’s most popular blade for more than a decade.
It is affordable and dependable for all general sawing conditions. Higher quality steel is used, and the teeth are induction hardened. DoubleHARD blades are tough, non-brittle, and will not chip or wear prematurely. DoubleHARD blades offer unmatched cutting flexibility, whether you want to cut frozen or kiln-dried timber, softwoods, hardwoods or knotty woods.
Both large businesses and mobile sawyers alike depend on Wood-Mizer DoubleHARD blades for their sawing.
All available DoubleHARD bandsaw blades:
| Material | Thickness x Width (mm) | Profile | Length (mm) |
|---|---|---|---|
| BD1735 | 1.00 x 35 | 10/30, 9/29 | 4010 |
| BD1740 | 1.00 x 40 | 10/30, 7/39 | 4010 |
| BD2732 | 1.07 x 32 | 10/30, 7/34 | 4010 |
| BD2735 | 1.07 x 35 | 10/30, 9/29 | 4010 |
| BD3732 | 1.14 x 32 | 10/30, 7/39, 9/29 | 4010 |
| BD3738 | 1.14 x 38 | 10/30, 4/32, 7/34, 7/39, 9/29, 13/29 | 4010 |
| BD4732 | 1,40 x 32 | 10/30, 4/32, 7/34, 13/29 | 4010 |
| BD3738 | 1.14 x 38 | 10/30, 4/32, 7/34, 13/29 | 4670 |
| BD4732 | 1.40 x 32 | 10/30 | 4670 |
| BD5738 | 1.27 x 38 | 10/30 | 4670 |
DoubleHard's sawmill blade material is manufactured from "high-alloy" steel and is designed for portable and industrial sawmills. With induction hardened teeth, DoubleHard sawmill blades deliver twice the toughness and twice the sharp life compared to standard carbon sawmill blades. Wood-Mizer gives you more choices by manufacturing sawmill blades for Wood-Mizer, Hardwood Mills, Norwood, Timberking, Woodland Mills, and more band sawmills and resaws! Shop Wood-Mizer sawmill blades in Australia for unmatched quality, accuracy, and performance across the board.
- Width 31.75mm, 38.10mm
- Thickness 0.90mm, 1.07mm, 1.14mm, 1.4mm
- Lengths available for Wood-Mizer, Hardwood Mills, Norwood, Timberking, Woodland Mills, and more portable sawmills and resaws
- Harder than "carbon steel"
- Tough, non-chip material
- Durable sawmill blade even with multiple resharpenings
Sawmill Blade Selection Guide
Wood-Mizer Sawmill Blades
From green softwoods to abrasive hardwoods, Wood-Mizer manufactures an extensive range of sawmill blades with more than 100 combinations based on profile, width, thickness, tooth spacing, and alloy for any type of sawing or resawing application. Each Wood-Mizer sawmill blade tooth is precisely set by computer-controlled equipment and completely profile ground tip to tip using super abrasive CBN grinding technology to ensure the highest quality blade performance. Wood-Mizer sawmill blades are quality checked for performance throughout more than 100 tests and inspections from the selection of raw materials to the final grind. Count on Wood-Mizer sawmill and resaw bandsaw blades for unmatched quality, accuracy, and performance across the board.
DoubleHard’s original blade material is manufactured from high-alloy steel and is designed for portable and industrial sawmill equipment. With the combination of harder high-alloy steel and induction hardened teeth, DoubleHard blades deliver twice the toughness and twice the sharp life compared to standard carbon blades and can be resharpened several times with a CBN grinding wheel. DoubleHard sawmill blades are durable all-purpose blades for sawing softwoods, hardwoods, knotty woods, and frozen woods.
Manufactured from carbon steel, SilverTip blades can be used on both portable and industrial sawmills and is also suitable for horizontal resaws. Carbon is the most common steel used in narrow-band sawing and can be resharpened with a CBN grinding wheel, but typically not as often as a blade made with harder high-alloy steel like DoubleHard blades. SilverTip sawmill blades are ideal for economical sawing, primary and secondary breakdown as well as for high volume sawing environments.
BiMetal is made from high-alloy two piece steel with a wire-welded, hardened tooth tip. Generally used for primary breakdown sawing in portable or industrial sawmill operations, BiMetal blades hold a sharpened edge up to three times longer than carbon blades and can be resharpened multiple times with a CBN grinding wheel. BiMetal sawmill blades offer a longer sawing sharp life than most carbon and high-alloy blades and are engineered for production sawing environments.
RazorTip Carbide blades utilize a very hard triple chip tooth configuration with an alternating carbide-tipped raker tooth that can withstand the hardest of hardwoods and provide a very smooth finish. A diamond grinding wheel is required for sharpening due to the extreme hardness of the carbide material. RazorTip Carbide sawmill blades are tough and stay sharper longer in the most difficult sawing conditions such as tropical hardwoods, kiln dried lumber, engineered wood, and more abrasive materials.
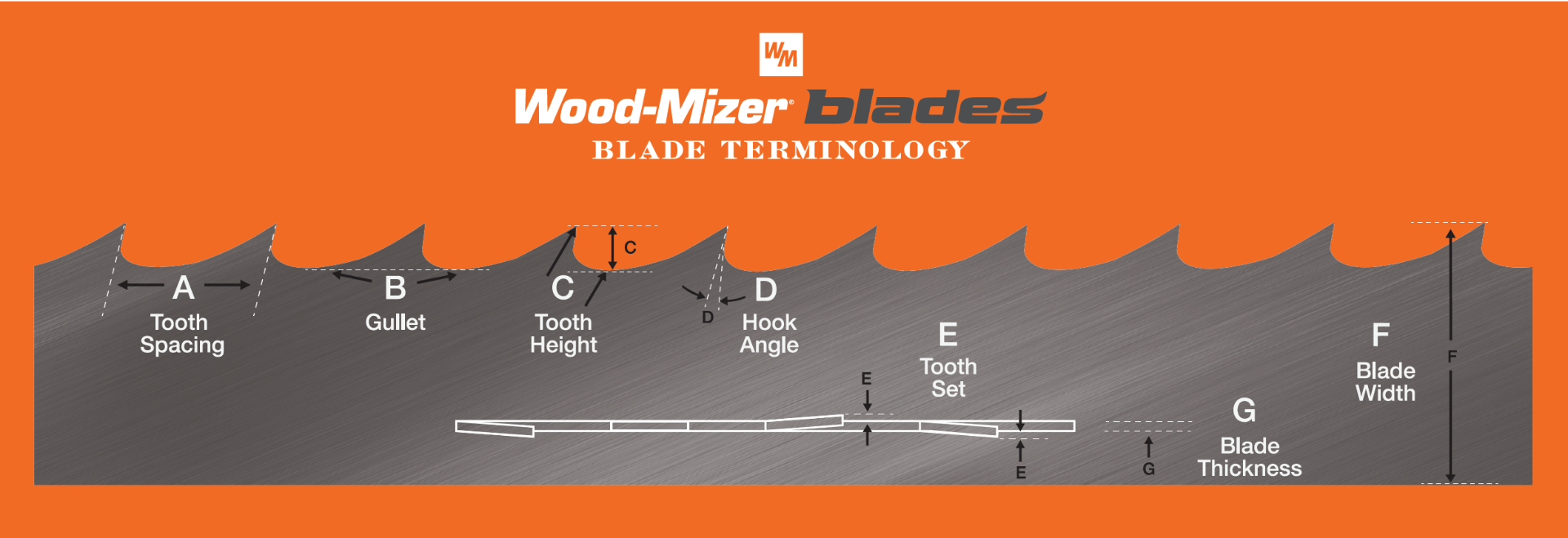
A. Tooth Spacing is the distance between each tooth from one tip to another. Shorter tooth spacing (12.7mm to 22.22mm) is generally used for low horsepower sawing (17.9kW or less), secondary processing, and resawing, while wider tooth spacing (25.4mm and 31.75mm) is ideal for high production, high horsepower (18.6kW or more) operations.
B. Gullet is the area between teeth that captures and removes sawdust while providing strength in the tooth. The tooth height must be tall enough to allow the gullet to carry out sawdust from the cut.
C. Tooth Height is the distance from the lowest point of the gullet to the highest tip of the tooth. Taller teeth (4°, 7°, and Turbo 7° hook angle) provide more performance in higher horsepower (18.6kW or more) with increased sawdust removal. Shorter teeth (9° and 10° hook angle) are better for lower horsepower (17.9kW or less), small log diameter sawing, resawing, and secondary processing.
D. Hook Angle is the number of degrees that the tooth face leans forward of 90 degrees. The hook angle should be chosen based on the type of wood you are sawing.
- 4° - Lowest hook angle for sawing frozen, dense hardwoods and knotty softwoods.
- 7° - Solid, all-around profile with a good gullet capacity for higher horsepower (18.6kW or more) sawing in hardwoods.
- Turbo 7 - Only available from Wood-Mizer, this high performing profile with an aggressive 39° back angle is engineered specifically for extreme and exotic hardwoods when sawing with higher horsepower (18.6kW or more) equipment.
- Turbo 747 – Only available from Wood-Mizer, this profile is compatible with all horsepower levels and features a deeper capacity gullet for increased sawdust removal, extreme 47° back angle for faster sawing speeds, and sharp penetrating points for increased sawing accuracy.
- 9° - Ideal blade for lower horsepower (17.9kW or less) sawing frozen wood, hardwood, and small diameter logs.
- 10° - Very popular all-purpose blade for all horsepower levels sawing mixed hardwoods such as red oak, cherry, walnut, soft maple, and poplar.
- Vortex™ - Only available from Wood-Mizer, this unique dust-removal profile has more gullet capacity to remove sawdust from the board.
E. Tooth Set is the distance the tooth is bent beyond the body or raker tooth of the blade. Tooth set clears a path in the wood for the body of the blade which is measured by kerf or the total amount of wood removed by the blade with each pass. Wood-Mizer thin kerf blades remove less than 2.5mm which produces about 20% more boards per log than circle mills or chainsaws.
F. Blade Width is the distance between the tip and base of the blade. Wider blades (38.10mm to 50.8mm) are designed for higher horsepower (18.6kW or more) sawmills, provide a faster feed rate, and are able to be resharpened more. Narrow blades (31.75mm to 38.10mm) are for lower horsepower sawmills (17.9kW or less) and more difficult sawing.
G. Blade Thickness is the thickness of the blade. Thicker blades (1.14mm to 1.4mm) provide faster feed rates and better cutting performance in difficult sawing conditions such as knotty, frozen, dry or extremely hard material, but requires higher horsepower (18.6kW or more). Thinner blades (0.90mm to 1.07mm) provide longer flex life with lower horsepower sawmills (17.9kW or less) where production or speed is not a primary factor.